Introduction

Manufacturing facilities produce a significant amount of dust and other airborne particles, which can be harmful to workers’ health and negatively impact the environment. This is where dust collector systems come into play. Dust collector systems are designed to capture and remove harmful particles from the air, creating a safer and healthier work environment.
We will discuss the importance of dust collection in manufacturing facilities and explore industry-leading dust collector systems. We will provide an overview of common types of dust collector systems, the features of industry-leading dust collector systems, the benefits of using them, and factors to consider when choosing a system.
Additionally, we will present case studies of the successful implementation of dust collector systems in various manufacturing facilities. By the end of this article, readers will have a better understanding of the importance of dust collection and the benefits of using industry-leading dust collector systems in their manufacturing facility.
Common Dust Collection Systems in the Industry
There are various types of dust collector systems available in the industry, each with its own unique benefits and features. Here are four common dust collection systems used in manufacturing facilities:
Cyclone Dust Collectors
Cyclone dust collectors are a type of dust collection system that uses centrifugal force to separate dust particles from the air stream. The air enters the cyclone tangentially, creating a swirling motion that causes heavier particles to hit the walls of the collector and fall into a hopper. The remaining air with smaller particles then exits the top of the collector through a filter.
One of the main advantages of cyclone dust collectors is their ability to handle large volumes of dust and debris. They are often used in applications where larger particles are generated, such as woodworking, metalworking, and other heavy industrial applications. Cyclone dust collectors can also operate at high temperatures and handle abrasive materials without clogging or damaging the system.
Another advantage of cyclone dust collectors is that they require less maintenance than other dust collection systems. Because they have no moving parts, they do not require frequent replacement of filters or other components. In addition, cyclone dust collectors are easy to clean, and the collected dust can often be reused or recycled.
However, cyclone dust collectors do have some limitations. They are not as effective as other industrial dust collection system at capturing fine particles and may require additional filtration to meet certain industry standards. They also tend to be larger and more expensive than other dust collection systems, which may be a concern for smaller manufacturing facilities.
Cyclone dust collectors are a popular choice for many industrial applications due to their ability to handle large volumes of dust and debris and require less maintenance. However, they may not be the best choice for applications that require a high level of filtration or have limited space. It is important to consult with a knowledgeable dust collection system provider to determine the best system for your manufacturing facility.
Baghouse Dust Collectors
Baghouse dust collectors are a type of dust collecting system that uses fabric bags to filter out dust particles from the air ensuring proper pollution control. The dirty air enters the collector and passes through the bags, which collect the dust particles. The clean air then exits the collector.
One of the primary advantages of baghouse dust collectors is their high filtration efficiency. The fabric bags used in baghouse dust collectors can capture a wide range of particle sizes, including very fine particles, making them ideal for applications that require a high level of filtration. Baghouse dust collectors can achieve filtration efficiencies of up to 99.9%, depending on the specific application.
Another advantage of baghouse dust collectors is that they can be used in a variety of industries and applications. Baghouse dust collectors are commonly used in industries such as food processing, cement manufacturing, pharmaceuticals, and many others. They can also be used in a wide range of applications, including woodworking, metalworking, and other heavy industrial applications.
In addition, baghouse dust collectors are highly customizable, and the bags can be made from a variety of materials depending on the specific application. For example, bags can be made from woven or felted fabrics, and they can be treated with various coatings to improve their dust-capturing efficiency.
However, baghouse dust collectors do have some limitations. They require more maintenance than some other dust collection systems, as the bags must be periodically cleaned or replaced. They also tend to be larger and more expensive than some other dust collection systems, which may be a concern for smaller manufacturing facilities.
Baghouse dust collectors are highly preferred for many industrial applications due to their high filtration efficiency and versatility. However, they do require more maintenance and may be more expensive than some other dust collection systems. It is important to consult with a knowledgeable dust collection system provider to determine the best system for your manufacturing facility.
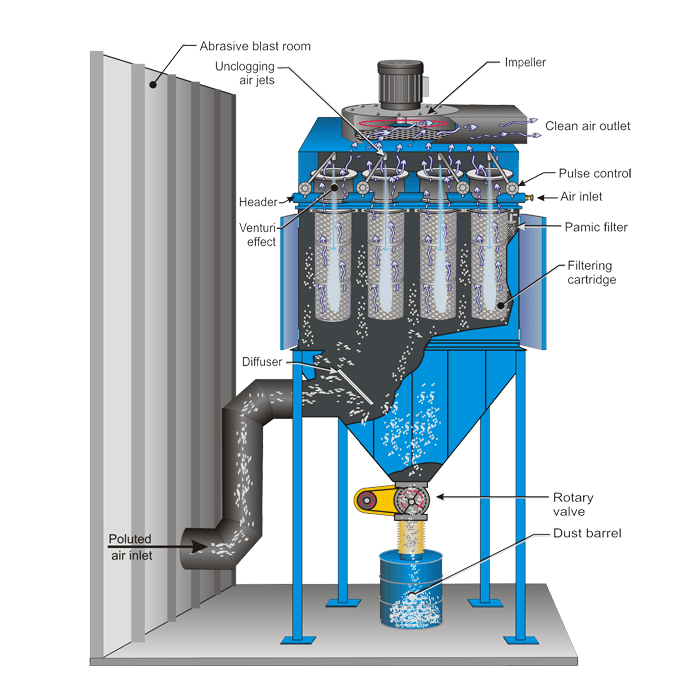
Cartridge Dust Collectors
Cartridge dust collectors are a type of dust collection system that uses pleated filter cartridges to capture dust particles from the air. The dirty air enters the collector and passes through the cartridges, where the dust is captured on the outer surfaces of the pleats. The clean air then exits the collector.
One of the primary advantages of cartridge dust collectors is their compact size. Cartridge dust collectors are smaller than some other dust collection systems and can be mounted on the ceiling or on a stand, which can save valuable floor space in a manufacturing facility. They are also easy to install and can be customized to fit the specific needs of the application.
The advantage of cartridge dust collectors is their high filtration efficiency. The pleated filter cartridges used in these systems can capture a wide range of particle sizes, including very fine particles. Cartridge dust collectors can achieve filtration efficiencies of up to 99.9%, depending on the specific application.
Cartridge dust collectors also require less maintenance than some other dust-collecting systems. The pleated filter cartridges have a larger filtration area than traditional filter bags, which means they can capture more dust before needing to be cleaned or replaced. In addition, many cartridge dust collectors have automatic cleaning systems that use compressed air to pulse the dust off the filter cartridges, reducing the need for manual cleaning.
However, cartridge dust collectors do have some limitations. They are not as effective as some other industrial dust collection systems at capturing very fine particles, and they may require additional filtration to meet certain industry standards. In addition, cartridge dust collectors may not be suitable for applications that generate high volumes of dust or have high temperatures, as the filter cartridges can become damaged under these conditions.
The cartridge dust collectors have many industrial applications due to their compact size, high filtration efficiency, and low maintenance requirements. However, they may not be the best choice for applications that require a high level of filtration or generate high volumes of dust. It is important to consult with a knowledgeable dust collection system provider to determine the best system for your manufacturing facility.
Wet Dust Collectors
Wet dust collectors, also known as wet scrubbers, are a type of dust collecting system that uses water or other liquids to capture dust particles from the air and ensure proper indoor air quality. The dirty air enters the collector and passes through a water curtain or spray, which captures the dust particles. The clean air then exits the collector.
Wet dust collectors have the ability to capture a wide range of particle sizes, including very fine particles. Wet dust collectors are highly effective at capturing particles that are difficult to filter out using other dust collection systems. They can achieve high levels of filtration efficiency, up to 99%, depending on the specific application.
Wet dust collectors also have the ability to handle high temperatures and humidity levels. Wet dust collectors can be used in applications that generate high volumes of dust or have high temperatures, such as metalworking, foundries, and other heavy industrial applications. They can also be used to control odors and other harmful gases.
In addition, wet dust collectors are easy to maintain and operate. They require minimal maintenance compared to other dust collection systems, and the liquid used in the process can be recycled, reducing water consumption.
Wet dust collectors also do have some limitations. They may not be suitable for applications that require a dry environment or generate explosive dust, as the presence of water could pose a safety hazard. Wet dust collectors also require more space than some other dust collection systems, as they must include a water curtain or spray.
Wet dust collectors are easy to maintain and operate and can be used to control odors and other harmful gases. However, they may not be the best choice for applications that require a dry environment or generate explosive dust. It is important to consult with a knowledgeable dust-collecting system provider to determine the best system for your manufacturing facility.
Features of Industry-Leading Dust Collector Systems

Industry-leading high-quality dust collectors offer a variety of features that make them effective and efficient in capturing dust particles from the air. The following are some of the key features to look for when selecting a dust collector system for your manufacturing facility.
High-Efficiency Filtration
High-efficiency filtration is a critical feature of industry-leading dust collector systems. The main purpose of a dust collector is to capture and remove harmful particles from the air in a manufacturing facility. These particles can include dust, fumes, and other types of airborne contaminants that can pose serious health risks to workers and potentially damage machinery.
To achieve high-efficiency filtration, dust collector systems use different types of filters that capture various sizes of particles. The most common types of filters used in dust collectors are cartridge filters, bag filters, HEPA filters, and MERV-rated filters. Each type of filter is designed to capture different particle sizes and has its own unique properties and benefits.
Cartridge filters, for example, are highly efficient at capturing small, fine particles that can cause respiratory issues. They are also easy to replace and maintain, making them a popular choice for many industrial applications. Bag filters, on the other hand, are designed to capture larger, coarser particles and are often used in applications where the dust particles are larger and heavier, such as in woodworking or metalworking.
HEPA filters are highly effective at capturing extremely small particles, down to 0.3 microns in size, and are commonly used in applications where the air quality must be kept at a high standard, such as in clean rooms or medical facilities. MERV-rated filters are designed to capture a wide range of particle sizes and are commonly used in commercial and industrial settings where the air quality needs to be improved.
To ensure that a dust collector system provides high-efficiency filtration, it is important to regularly monitor and maintain the filters. This can include cleaning the filters or replacing them as needed. Some dust collector systems also feature automatic cleaning systems that use compressed air to pulse the dust off the filters, reducing the need for manual cleaning and improving overall efficiency.
Low Maintenance
Low maintenance is an essential feature of industry-leading dust collector systems. Regular maintenance is necessary to keep the system functioning correctly and ensure that it is operating at optimal efficiency. However, with a low-maintenance dust collector, the amount of time and effort required to maintain the system is significantly reduced, making it more efficient and cost-effective.
One way to reduce maintenance needs in a dust collector system is to use self-cleaning filters. These filters use a variety of methods to remove the collected dust and debris automatically, so they do not require manual cleaning. For example, some dust collector systems use pulse-jet cleaning, which uses compressed air to pulse the filter media, removing any dust that has accumulated.
Another way to reduce maintenance needs is to use durable materials and designs that can withstand harsh conditions. For example, dust collectors that are designed for use in high-temperature environments may have ceramic-lined walls or other high-temperature-resistant materials that can withstand the heat and prevent damage to the system. Additionally, some systems use corrosion-resistant materials, such as stainless steel, to prevent damage from corrosive particles or environments.
Low-maintenance dust collector systems may also have features that make them easier to access for maintenance or inspection. For example, they may have quick-release mechanisms that allow for easy access to the filters or other components. Some systems may also have remote monitoring capabilities, allowing maintenance personnel to monitor the system remotely and identify any issues before they become major problems.
High Capacity and Flexibility
High capacity and flexibility are important features of industry-leading dust collector systems. Manufacturing facilities generate a wide range of dust and other airborne contaminants, and a dust collector system must be able to handle the volume and type of material generated.
High-capacity dust collector systems are designed to handle large volumes of dust and other contaminants. These systems typically have larger filter media, more powerful fans, and higher airflow rates to handle the increased volume of dust. They are also designed to operate continuously, ensuring that the air in the facility remains clean and safe for workers.
Flexibility is also a critical feature of dust collector systems. Facilities often have unique dust collection requirements, and a flexible system can adapt to these requirements quickly and efficiently. For example, some facilities may require multiple collection points, or the ability to connect to different types of equipment. A flexible dust collection system can be designed to accommodate these needs and provide effective collection for all areas of the facility.
In addition, high-capacity and flexible dust-collecting systems can be designed with different types of filters to capture a wide range of contaminants. For example, facilities that generate large amounts of fine dust may require a system with high-efficiency filters, such as HEPA or MERV-rated filters. Facilities that generate larger, heavier particles may require a system with a larger filter media, such as baghouse filters.
Finally, high-capacity and flexible dust collector systems can be designed with modular components, which can be added or removed as needed. This modular design allows facilities to expand or reconfigure the dust collection system as the facility grows or changes. It also makes maintenance and repair easier, as individual components can be replaced without having to replace the entire system.
Easy Installation and Integration

Easy installation and integration is a crucial features of industry-leading dust collector systems. Manufacturing facilities often have limited space, and installing a new dust collection system can be a significant undertaking. An easy installation process can minimize the disruption to operations and get the system up and running quickly.
One way that dust collector systems can be designed for an easy installation is by using a modular design. This design approach allows components to be pre-assembled in the factory and shipped to the site, minimizing the amount of on-site assembly required. Modular designs also make it easier to integrate the dust collector system with existing equipment, such as ductwork or process equipment.
Another way to simplify the installation process is to use pre-engineered designs that are tailored to specific applications. For example, a dust collector system designed for use in a woodworking facility may have pre-engineered designs that take into account the types of materials being processed and the airflow requirements of the equipment.
In addition, industry-leading dust collector systems may come with comprehensive installation instructions and technical support to help ensure that the installation process goes smoothly. This can include on-site installation support or remote support services.
Easy integration is another critical feature of dust collector systems. A well-designed dust collecting system should be easy to integrate with existing equipment and processes in the facility. This may include integrating with existing ductwork, process equipment, or other dust collection systems.
To achieve easy integration, dust collector systems may be designed with a range of connection options, such as flanged or slip-fit connections, to connect to existing ductwork or equipment. Additionally, dust collector systems may be designed to fit in specific spaces, such as under equipment or in tight corners, to ensure that they can be integrated into the facility’s existing layout.
Benefits of Using Industry-Leading Dust Collector Systems
Industry-leading dust collector systems offer numerous benefits to manufacturing facilities. These systems are designed to capture and remove harmful dust particles from the air, improving the health and safety of workers and the overall environment. Additionally, industrial dust collectors can lead to cost savings, increased productivity, and compliance with environmental regulations.
Health and Safety
The primary benefit of using dust collector systems is improved health and safety in the workplace. Airborne dust particles can pose significant health risks to workers, causing respiratory problems, eye irritation, and other health issues. By removing dust particles from the air, dust collector systems can eliminate respirable airborne contaminants thus reducing the risk of workplace injuries and illnesses. This, in turn, can lead to a healthier and more productive workforce.
Cost Savings
Dust collector systems can also lead to cost savings for manufacturing facilities. By capturing dust particles, these systems can prevent damage to equipment, such as motors, bearings, and other sensitive components. This can lead to lower maintenance costs and longer equipment lifetimes. Additionally, by reducing the amount of dust in the air, industrial dust collector systems can improve the efficiency of HVAC systems, leading to lower energy costs.
Increased Productivity
Another benefit of using dust collector systems is increased productivity. Dust particles in the air can cause equipment to malfunction, leading to downtime and lost productivity. By capturing dust particles, industrial dust collector systems can help prevent equipment malfunctions, leading to increased uptime and productivity.
Compliance with Environmental Regulations
Manufacturing facilities are subject to a range of environmental regulations, including those related to air quality. Using dust collector systems, facilities can ensure compliance with these regulations, avoiding fines and other penalties. Additionally, by reducing the amount of dust in the air, these systems can help protect the environment and surrounding communities.
Factors to Consider When Choosing a Dust Collector System

Choosing the right dust collector system in the dust collector industry is essential for ensuring the health and safety of workers, compliance with environmental regulations, and efficient operations in manufacturing facilities. When selecting a dust collector system, there are several factors that you should consider.
Type of Dust and Particle Size
The type of dust and particle size are critical factors to consider when selecting a dust collector system. Different types of dust require different collection methods, such as cyclone dust collectors, baghouse dust collectors, cartridge dust collectors, or wet dust collectors. The particle size of the dust is also important because it affects the efficiency of the collection system. Smaller particles require higher filtration efficiency, and larger particles require lower filtration efficiency.
Airflow and Pressure Requirements
The airflow and pressure requirements of the manufacturing process are essential considerations when selecting a dust collector system. The system’s airflow capacity should match the manufacturing process’s requirements, and the pressure drop across the system should be optimized to minimize energy usage. The air volume and velocity should also be adequate to transport the dust from the source to the collector.
Space Constraints and Installation Considerations
Space constraints and installation considerations are important factors to consider when selecting an industrial dust collector system. The system’s size should match the available space, and the installation should not interfere with other manufacturing processes. The location of the dust collector system should also be considered to minimize the transport of dust particles throughout the facility.
Maintenance and Cleaning Requirements
Maintenance and cleaning requirements are crucial considerations when selecting a dust collector system. The system should be easy to clean and maintain to avoid downtime and minimize maintenance costs. The frequency of cleaning and replacement of filters should also be considered to ensure the system’s longevity and minimize operational costs.
When selecting a dust collector system for your manufacturing facility, it is essential to consider the type of dust and particle size, airflow and pressure requirements, space constraints and installation considerations, and maintenance and cleaning requirements. By carefully considering these factors, you can select the right dust collector system for your manufacturing facility, ensuring the health and safety of your workers, compliance with environmental regulations, and efficient operations.
Case Studies: Successful Implementation of Industry-Leading Dust Collector Systems

An Automotive Parts Manufacturer
An automotive parts manufacturer was facing challenges with their dust collecting systems. The existing system was not efficient enough to handle the high volume of dust generated during their manufacturing process. This led to several issues, including reduced productivity, increased maintenance costs, and safety concerns for workers.
To address these challenges, they decided to invest in an industry-leading dust collector system. They selected a high-efficiency baghouse dust collector system that could handle the high volume of dust generated during their manufacturing process. The system was designed to meet their specific airflow and pressure requirements and included features such as automatic cleaning, which reduced maintenance costs and downtime.
After the installation of the new dust collector system, the company noticed significant improvements in its operations. The system provided high-efficiency filtration, resulting in cleaner air in the facility and improved worker safety. Additionally, the system’s low maintenance requirements and automatic cleaning features reduced maintenance costs and improved overall productivity.
A Food Packaging Company
A food packaging company faced challenges with its existing dust collection system, which was not helping in reducing air pollution. The system was not designed to handle the high volume of fine dust generated during the manufacturing process, leading to significant production downtime and increased maintenance costs.
To address these challenges, they decided to invest in ventilation and filtration systems. The new system was designed to handle the high volume of fine dust generated during their manufacturing process and included features such as a high-efficiency filter that could capture particles as small as 0.3 microns.
Later on, they noticed significant improvements in their operations. The new system provided high-efficiency filtration, which improved the overall air quality in the facility and reduced the risk of cross-contamination. Additionally, the system’s low maintenance requirements and efficient cleaning methods reduced maintenance costs and minimized production downtime.
A Metal Fabrication Company
A metal fabrication company was facing challenges with their existing dust collector system, which was not efficient enough to handle the high volume of metal dust generated during their manufacturing process like cast iron grinding dust, aluminum dust, etc. This led to several issues, including reduced productivity, increased maintenance costs, and safety concerns for workers.
In order to address the challenges, the company decided to invest in an industry-leading cyclone dust collector system. The new system was designed to handle the high volume of metal dust generated during their manufacturing process and included features such as a high-efficiency separator that could separate the metal particles from the air.
After installing the new dust collector system, the company noticed significant improvements in its operations. The new system provided high-efficiency filtration, which resulted in cleaner air in the facility and improved worker safety. Additionally, the system’s low maintenance requirements and efficient cleaning methods reduced maintenance costs and improved overall productivity.
In conclusion, these case studies demonstrate the benefits of investing in the best dust collector systems in the dust collecting industry. By selecting the right dust collector system and features that meet their specific requirements, companies can significantly improve their operations, reduce maintenance costs, and ensure the health and safety of their workers.
Conclusion

The importance of using industry-leading dust collector systems in your manufacturing facility cannot be overstated. With high-efficiency filtration, low maintenance, high capacity and flexibility, and easy installation and integration, these systems offer numerous benefits to your facility, including improved health and safety, cost savings, increased productivity, and compliance with environmental regulations.
When choosing a dust collector system, it’s crucial to consider factors such as the type of dust and particle size, airflow and pressure requirements, space constraints, and maintenance and cleaning requirements. It’s also important to look at successful case studies of companies that have implemented these systems in their manufacturing facilities.
In summary, investing in an industry-leading dust-collecting system is a smart decision for any manufacturing facility. Not only does it provide numerous benefits, but it also helps create a safe and healthy work environment for employees while ensuring compliance with environmental regulations.
Therefore, we highly recommend that you consider implementing an industry-leading dust collector system in your manufacturing facility. To get one, you can contact Sofilt, a leading provider of dust collector filter bags and other industrial air filtration solutions. They offer quality products at competitive prices and provide personalized customer service. Contact us today to learn more about our products and services.




